 射出成形の問題解決(不良品対策)
射出成形の問題解決(不良品対策)
塩化ビニル樹脂(PVC)射出成形の問題解決
塩化ビニル樹脂(PVC)は、一般の樹脂に比べ
- 熱安定性が低い
- 溶融粘度が比較的大きい
- 流動性が低い
という特徴があります。
このため、成形条件・製品形状・金型構造・成形機仕様等に注意しないと
- ヤケ・炭化(酷い場合は、熱分解を起こしてしまいます。塩化水素ガス発生)
- フローマーク
- シルバー(銀条)
- 金型腐食や錆び
- ショートショット
- バリ
- ジェッティング
- ウェルドフィン・ウェルド不良
- ヒケ
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
のような、不良が発生しやすくなってしまいます。

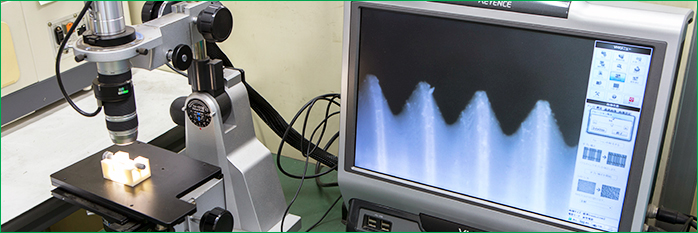
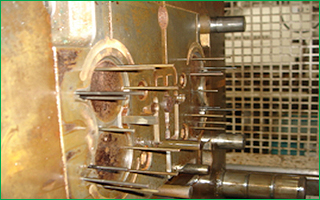
▲熱分解を起こした時のスクリュー
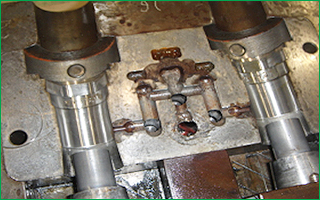
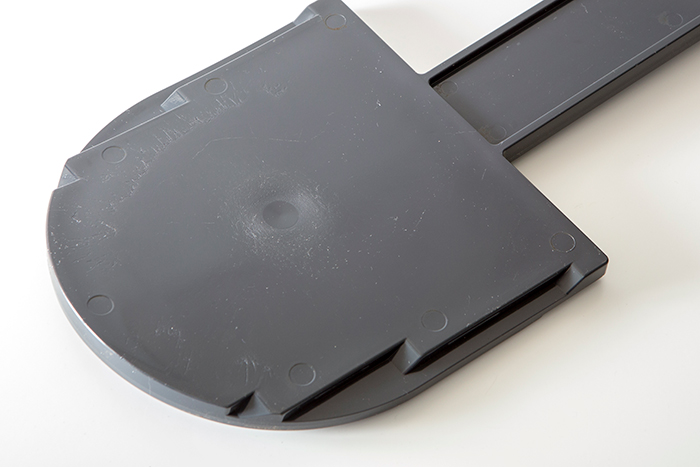
▲金型腐食、錆びた金型の例
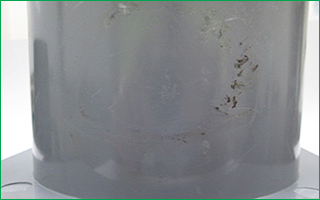

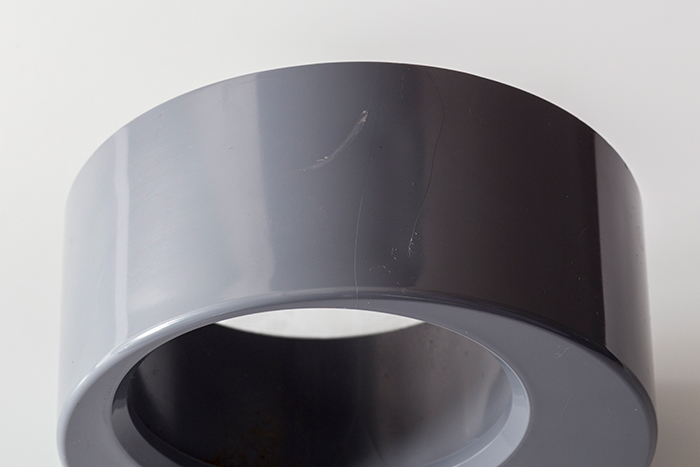
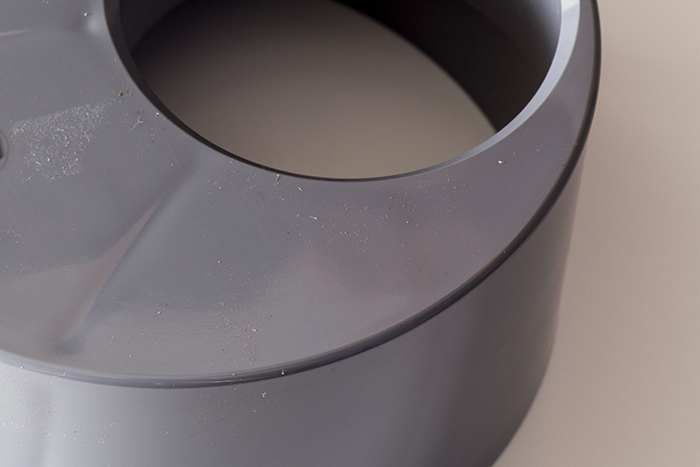
▲ヤケ(焼け)不良製品の例
上記を解決するために、塩化ビニル樹脂(PVC)を成形する際には、下表の様にするのが一般的には、望ましいとされています。
| 項目 | 詳細 |
|---|---|
| 成形機仕様 | 塩化ビニル樹脂対応の仕様に |
| 成形機スクリュー仕様 | 塩化ビニル樹脂対応の仕様に |
| 成形条件 | 成形温度を出来るだけ低く |
| 樹脂のシリンダー滞留時間を短くする。 | |
| 射出速度を遅く | |
| ゲート形状を塩ビ仕様に | |
| 金型 | 錆びない材質にする |
| 射出速度を遅く | |
| 製品形状 | 薄肉部の形状を見直す |
※樹脂のグレード、製品・金型構造により適さない場合もあります。
弊社では、創業当時より、PVC樹脂を扱っている実績がありますので、PVC樹脂での射出成形を検討または、困っていることがございましたらお気軽にお問合せ下さい。